- | National Project |
Promoter |
Support Member |
TA/RA |
Research Team |
 Fusion Cafe |
Event & Schedule |
Conference |
Fusion Cafe |
Event & Schedule |
Conference |
Research Topics | | NUT | 文部科学省 | Home |
TA・RA
放電除去量に関する研究と放電加工に用いるワイヤ工具電極の開発
名前と所属

山下正英(Yamashita Masahide)
材料工学専攻 材料加工研究室
研究テーマ
放電加工は高精度で複雑形状が加工可能であるが,加工速度が遅いという大きな問題がある.従って、加工コストが高い放電加工は、加工現場において加工速度の向上が求められている。そこで,電極表面形状及び被加工物の物性に着目し,放電加工の加工速度向上をめざす。
放電加工速度は,放電頻度と放電一回当たりの除去量との積によって決まる.従って,放電除去量に大きな影響を与える材料物性と加工速度との関係を明らかにし,材料物性が既知の材料に対して,どのような条件が加工しやすいかを検討することで,加工速度の向上が期待できる.また,放電の起こりやすさは,電極表面の電界強度に大きく影響されることから,電極表面形状を従来の平滑なものから,粗さを付加したものに変えることで,放電が起こりやすくなると考えられる.従って,放電が発生しやすい電極表面形状を検討することによっても,加工速度の向上が見込める。
研究内容
純金属の物性と放電加工速度の関係
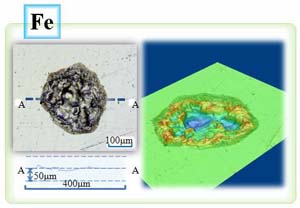
熱伝導方程式の解から,熱伝導率と融点の二乗の積(λ・θ2) は,放電による材料の除去に及ぼす影響が大きいと考えられる。そのことについて調べた結果,ほとんどの純金属でλ・θ2が大きいほど加工速度が遅い。放電一回で形成されるクレータの除去体積においても、その傾向が認められる。
現在、様々な加工条件について被加工物の物性と加工速度の関係を調べている。それらの結果から、新規材料を加工する場合においても,最適加工条件を容易に選定可能となり,加工条件の選定に要する時間を大幅に低減できると考えている。
ワイヤ工具電極の開発(ワイヤ工具電極表面への粗さ付加)
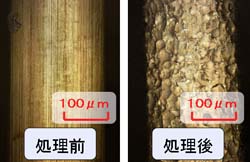
本研究のために開発したウェットブラスト法によって、ワイヤ工具電極全面に粗さを付加することが可能になった。さらに,ワイヤ表面に粗さを付加することで放電分散を促し,高電流域での加工を可能とすることから,50%程度の加工速度向上を実現した.
表面の粗いワイヤ工具電極は,わずかな表面処理のみで加工速度が大きく向上する.従って粗さを付加したワイヤ工具電極は,従来の平滑ワイヤ工具電極の代替となる新標準ワイヤ工具電極になると期待している.
 |
 |
単発放電で形成されるクレータ |
従来のワイヤ工具電極(左)と開発したワイヤ工具電極(右) |